多孔纤维
_______
管理流体,提高流速、孔径和孔隙容积控制,更大的吸收能力

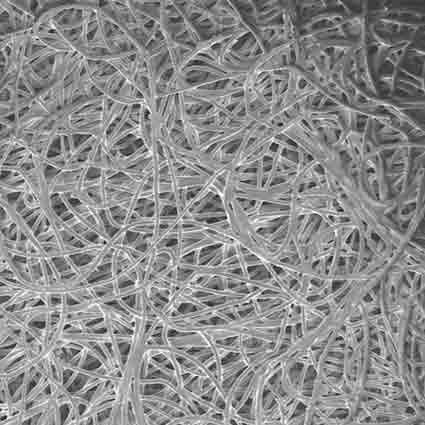
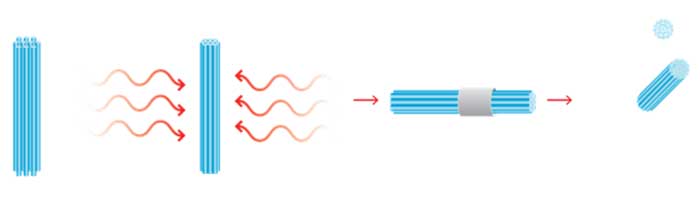
多孔纤维由使用聚合物纤维的三维组分组成,这些纤维在接触处粘合在一起。这会在纤维之间产生空隙,从而使它们具有多孔性质以容纳液体。使用多种纤维成型工艺和独特的粘合技术,将纤维粘合在一起形成二维横截面,然后挤压形成三维形状。
由此产生的纤维具有内芯和外鞘,可以根据客户对最终产品的需求进行定制设计。根据客户需求,双组分聚合物纤维也可用于增强组件的功能。由于纤维在理想的毛细结构中排列整齐,多孔纤维技术非常适合液体管理应用。纤维提供了一种定向结构,可实现更快的流动、更高的孔隙容积以实现更大的吸收,并独立控制孔径和孔隙容积。
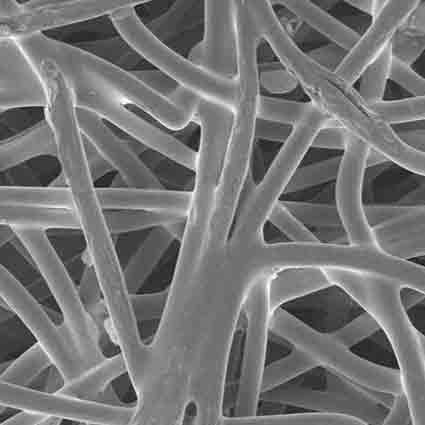
多孔纤维在粘合过程中使用热量和压力,类似于烧结多孔塑料,但它不是粘合颗粒,而是粘合纤维束。外鞘包裹在定制纤维上,而纤维以各种形状配置发生粘合。这不涉及针织或编织,而是形成纤维组件,包括片材、棒材、管材、块材和 3D 几何图形。
根据产品需求对粘合纤维中使用的材料进行了全面评估。以下是四种主要材料及其一些特性:
聚烯烃(LDPE、LLDPE、HDPE、PP)
这是常用的材料,分子结构简单。许多应用对温度都有限制。
聚酯(PET、PTT、PBT)
适用于多功能,以及几乎所有光纤技术平台
聚酰胺(尼龙 6,尼龙 6,6)
耐热性和化学相容性。用于吸湿至亲水应用。
其他合适的材料
虽然这些是用于设计多孔纤维组件的常用材料,但还有更多其他的材料,可以根据您的最终产品需求进行选择。与您的应用工程师密切合作以确定您的规格,他们可以帮助您选择合适的材料。
在设计多孔纤维部件时,了解所需的三个关键物理性能至关重要,因为它们会影响部件的材料和功能:
了解典型的材料性质将有助于您为设备的功能和操作条件选择合适的聚合物。我们可以根据您的特定产品需求突出或弱化上述特征。下图显示了常见材料及其物理性能;然而,这并不是一份详尽列表。
| 聚合物 | 孔径 (微米) | 孔隙容积 (%) | 操作 温度 (F) |
|---|---|---|---|
| 聚烯烃(PE、PP) | 10 至 >100 | 50 至 >95 | 150-250 |
| 聚酯(PET、PBT) | 5 至 >100 | 30 至 >90 | 300-350 |
| 聚酰胺(N6、N6,6) | 5 至 >100 | 30 至 >90 | 300-400 |
| 醋酸纤维素 (CA) | 10 至 >100 | 50 至 >80 | 100-300 |
选择合适的聚合物材料对于确保您的最终产品或设备的持久功能非常重要,需要考虑的关键问题之一是多孔纤维部件将与什么化学品(如果有)接触。许多类型的多孔聚合物可适应几乎任何操作环境或条件。
下表显示了上述常见聚合物的化学相容性:
| 化学品 | PE、PP | PET、PEB | N6、N6,6 | CA |
|---|---|---|---|---|
| 酸(非氧化性) | 良好 | 良好 | 较差 | 较差 |
| 碱 | 良好 | 较差 | 良好 | 较差 |
| 油类 | 良好 | 良好 | 良好 | 良好 |
| 芳香族溶剂 | 良好 | 良好 | 良好 | 良好 |
| 非极性脂族溶剂 | 一般 | 良好 | 良好 | 良好 |
| 极性非质子溶剂 | 一般 | 良好 | 一般 | 一般 |
| 极性质子溶剂 | 一般-良好 | 一般-良好 | 良好 | 良好 |
| 卤化溶剂 | 良好 | 良好 | 良好 | 较差 |
| 氧化剂 | 较差 | 较差 | 良好 | 良好 |
添加剂和处理方法为您的烧结塑料部件实现多种可能性打开了一扇大门。以下是与上面列出的常见聚合物一起使用的一些添加剂和处理方法:
聚乙烯 (PE) 和聚丙烯 (PP) 可接受以下选项:
多孔纤维可以制成各种形状。当您考虑将这种材料纳入您的生产工艺时,请考虑以下选项:
我们的工程师还可以根据您的生产工艺确定您需要的大小、形状和尺寸。
可定制的组装和转换选项多种多样。多孔纤维的典型选项包括:
在与我们的工程师交谈时,了解最终产品或设备将如何组装非常重要,因为烧结塑料可以通过将多个部件组合成一个定制工程部件来减少组装步骤。
此应用示例列表只是其中的一小部分。查看我们的市场概览页面,了解我们的多孔聚合物发挥作用的更多例子。